Towards Industry 4.0 — #1 IT/OT Convergence, A Digital Transformation Journey for Automation & Control
80% of Manufacturers have not started their Digital Transformation Journey
Andi Sama — CIO, Sinergi Wahana Gemilang with Cahyati S. Sangaji
In Summary
- Digital transformation is a Journey, Not a project.
- Digital transformation in manufacturing is about Transforming the Business Operation by Leveraging Data that the manufacturing operations generate daily.
- The first step in the digital transformation journey towards Industry 4.0 is "Admitting that We Have a Problem".
- Integration and Interoperability in Industry 3.0 within ISA-95 framework, IT/OT Convergence towards Industry 4.0, and Strategizing the digital transformation journey.
- Automation to compute OEE. Automation based on Data, and the implementation of UNS.
- Field Devices, PLC, HMI, Ladder Logic Diagram Programming Language, SCADA, DCS, MES, ERP, CMMS, Cloud, Machine Learning, MQTT, and Unified Namespace.
Manufacturing companies have been generating a variety of operational data for decades. Those data often stay on multiple machines and got overwritten to allow for new data or left unanalyzed for years as the industry entered the Industry 4.0 era.
The question then arises, how to integrate and analyze those data into valuable information (e.g., find some patterns using machine learning or predict when a machine will fail, given the patterns in the last few weeks or months) that is aligned with the company’s digital transformation strategy?
Further, who will lead the Industry 4.0 transformation initiatives — internal team or external team?
These two are key questions as the companies start their digital journey as part of a digitization strategy to transform manufacturing operations by leveraging data to support business objectives.
Industry 4.0 has been driving the need for IT & OT convergence for more than a decade to modernize Operational Technology (OT) by leveraging Information Technology (IT) such as Cloud, Internet of Things (IoT), and Artificial Intelligence (AI).
As the journey moves to Industry 5.0 later, Blockchain technology will start to play a role.
Operational Technologies
In most manufacturing operations (factories), OT infrastructure has been designed for 24x7 operation and generates a lot of data. The design is for the components to be operational in a long lifespan, like 20, 40, or 50 years. While the discussion of OT within this article is mostly for manufacturing operations, OT also applies to other industrial applications.
To better understand operational technologies, interested readers may refer to the following articles on enabling the digital transformation journey towards Industry 4.0 by understanding Industry 3.0. To publish in the next couple of weeks.
- Towards Industry 4.0 — PLC Programming, A Mixer Use Case with Ladder Logic Diagram.
- Towards Industry 4.0 — PLC Programming, A Traffic Light Controller Use Case with SFC + SCADA.

While OT has been running for decades with various supporting technologies, recent developments open up opportunities for better OT resource management by leveraging IT.
OT includes software and hardware devices (controllers, sensors, and actuators). Some hardware devices are configurable. OT includes software such as Enterprise Resource Planning (ERP), primarily for accounting purposes. Advanced OT has additional software like Manufacturing Execution System (MES) and Customer Relationship Management (CRM).
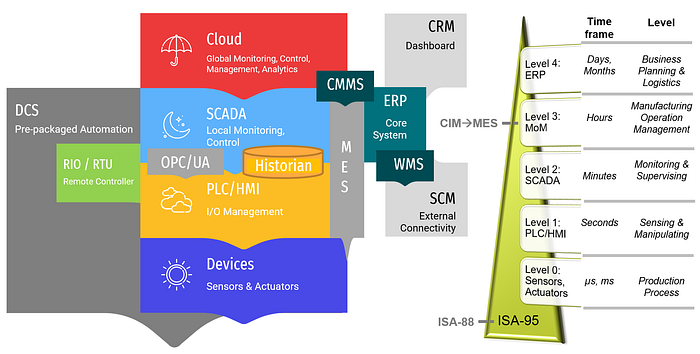
Let's discuss this from the bottom to the top. Starting with PLC that controls field devices (sensors & actuators), SCADA, MES, to the Cloud.
PLC
A production line in a factory or process automation consists of several machines. One Programmable Logic Controller (PLC) controls multiple field devices of one or several machines. It may also control and monitor machines across several production lines. From PLC to field devices, there are complex and various interfaces. Another challenge is properly integrating different PLC brands to acquire aggregated production data.
There may also be a Programmable Automation Controller (PAC) or Industrial Personal Computer (IPC), which we do not discuss in this article. In general, PAC extends the capacity of PLC in terms of, e.g., processing power or number of supported I/O. Although along the way, there are also PLCs with capabilities similar to PACs. IPC is generally like a PC, e.g., with Windows or Realtime Operating System. IPC does things that require more power on edge devices, such as running the AI-powered image processing that requires the complex matrix processing that is suitable to be processed by a special card, e.g., Graphic Processing Unit (GPU).
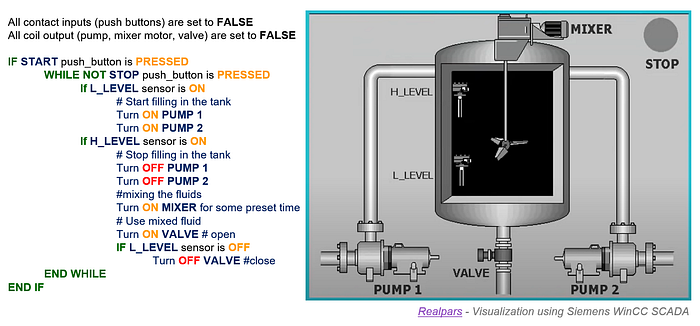
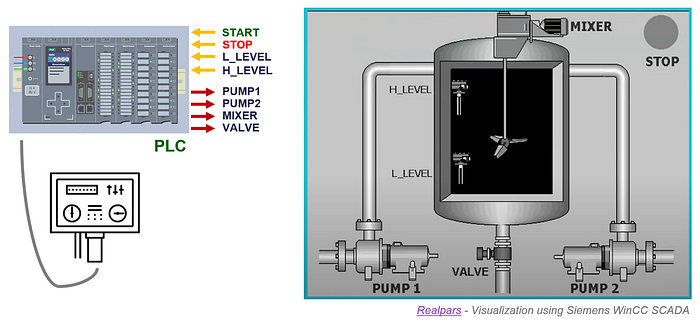
Let's look at a Mixer mixing fluids in a tank. The fluids come from two different sources in a tank. The mixed fluids are then channeled to another process through a controlled valve.
The two different fluids come to a tank controlled by two pumps: PUMP_1 and PUMP_2. If pumps are active, fluids are filling the tank. There are two level sensors within the tank for detecting whether the tank is low on fluid (L_LEVEL sensor) or full (H_LEVEL sensor). Once the tank is full, the MIXER will start for a predefined time to mix the two fluids automatically. Following the completion of the mixer, the drain VALVE opens to allow the mixed fluids to be processed further.
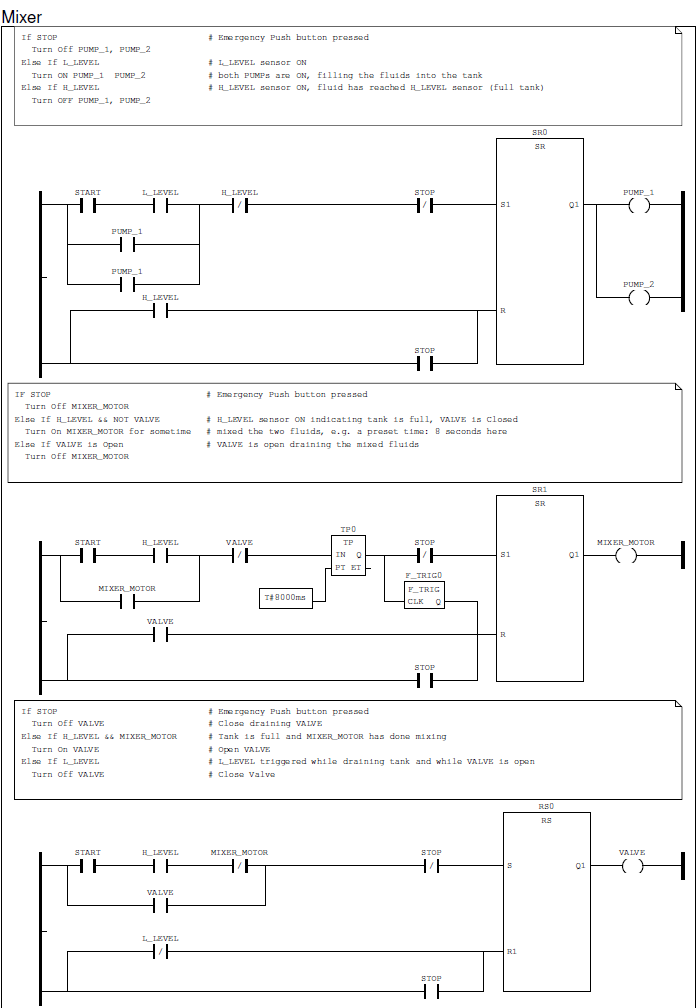
In PLC, there are variations of programming languages to do automation. The five common programming languages are Ladder Logic Diagram (LAD), Function Block Diagram (FBD), Sequential Function Chart (SFC), Instruction List (IL), and Structured Text (ST).
An example of a ladder logic diagram for executing the mixer use-case illustrated above is as follows. Please refer to “Towards Industry 4.0 — PLC Programming, A Mixer Use Case with Ladder Logic Diagram” (Andi Sama, 2022a) for a more detailed discussion.
SCADA and DCS
Supervisory Control and Data Acquisition software (SCADA) enables better overall operation visibility of the entire plant. In contrast to just a single Human Machine Interface (HMI) attached to a PLC hardware.
SCADA acquires data from the PLCs for overall general monitoring and control. HMI provides the visualization and acquires data from the locally attached PLC.
In a typical multi-solution provider environment, e.g., different brands of PLCs, HMIs, RTU, connectivity, communication protocols, and software to program HMIs or PLCs, SCADA is generally applied.
In the case of a "pre-packaged solution," Distributed Control System (DCS) package consists of SCADA, Remote I/O (RIO), or Remote Terminal Unit (RTU) hardware as well as PLC. Usually, a single brand comes from a single solution provider, e.g., Rockwell Automation, Schneider Electric, Siemens, or Yokogawa.
Data Historian (or just Historian)
Historian is a database that stores, logs, and compresses all of the time series production data that the SCADA system aggregates.
The Historian can also have reporting capability.
MES
The primary function of MES is to Execute Manufacturing orders (Work Orders, WO) from ERP. MES automates the manufacturing operation (scheduling), computes OEE (Overall Equipment Effectiveness), and tracks Downtime (Downtime Tracking).
Manufacturing Operation Management (MoM) in Industry 4.0 refers to Business processes, including MES.
Most manufacturing operations have ERP, SCADA, and PLC for factory automation. Very few have MES. Although, OEE needs to be monitored and improved somehow. Even manually computed day by day using pen & paper.
MES does not connect directly to PLCs. Typically, MES connects to PLCs through SCADA. PLCs connect to SCADA using OPC/UA (see below for the discussion on OPC/UA).
ERP — WMS
Warehouse Management System (WMS) is an "inventory management system" that manages finished products and is typically part of ERP.
ERP — CMMS
A computerized Maintenance Management System (CMMS) centralizes maintenance information and facilitates the processes of maintenance operations, and usually has the functionality of asset management (optimizing the utilization and availability of physical equipment like machinery, communications, plant infrastructures, and other assets). CMMS is also typically part of ERP.
CRM
A Customer Relationship Management (CRM) system, if any, provides an integrated dashboard for the overall business operation and manages the sales operation of manufacturing outputs.
SCM
Supply Chain Management (SCM) system provides connectivity to external parties such as suppliers, Original/Other Equipment Manufacturers (OEMs), distributors, and other related stakeholders.
Calculating OEE
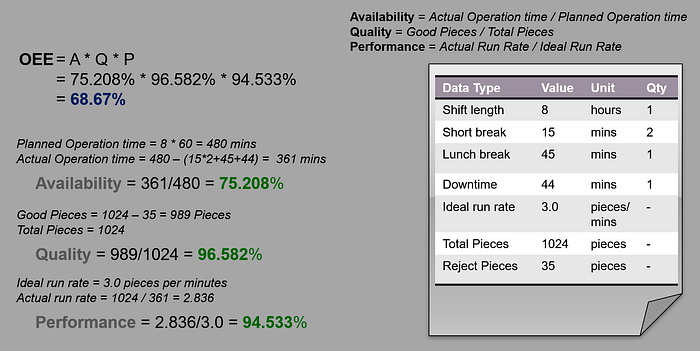
Calculating Overall Equipment Effectiveness (OEE) is the primary function of MES. We compute OEE as Availability * Quality * Performance.
In industry 3.0, the operator manually adjusts the production machine parameters to maximize OEE while monitoring the availability, quality, and performance values. I.e., increase machine performance to increase production output (while at the same time it may increase waste and decrease quality).

If available, data sources for OEE calculation can be taken from SCADA or PLCs. If unavailable, the required data may need to be regenerated by modifying the PLC programs. For the machine states, for example, not all PLCs implement the machine states in the PLC programs, the data that is required to compute OEE.
Without MES, people need to manually move around from machine to machine, from production line to production line, from one area to another and record necessary data using pencil & paper.
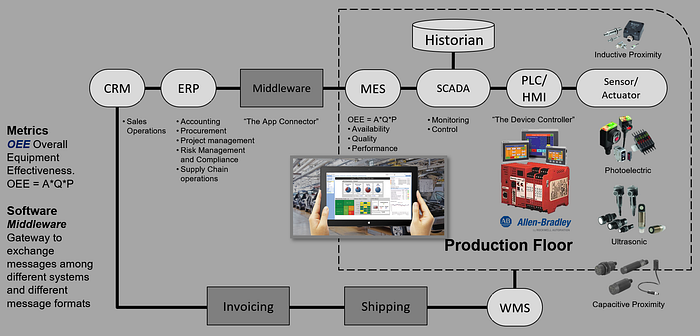
By referring to the International Standard for the Integration of Enterprise and Control Systems (ISA-95), OEE can be computed at the production line, area, plant, and enterprise company-wide levels. A cell is a physical machine in the production line. A group of cells forms a line. A group of lines forms an area. A site (plant) is a group of areas. An enterprise is a group of plants.

The following illustrates the manual computation of OEE, given production data.
Integration and Interoperability in Industry 3.0
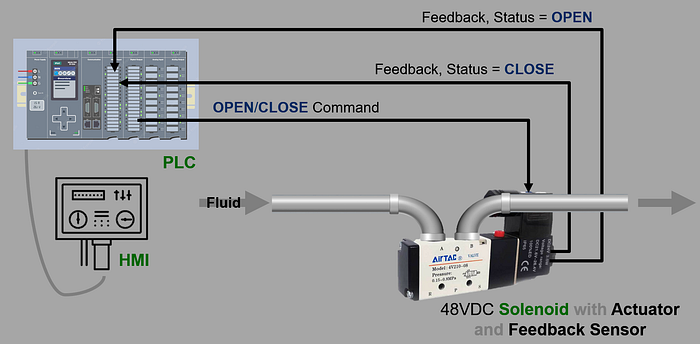
PLC to Field Devices (Sensors & Actuators) Integration
PLC to field devices' physical connection varies. It can be a slow serial RS-232 cable or a faster RS-485 twisted two-pairs cable to a high-speed Ethernet connection.
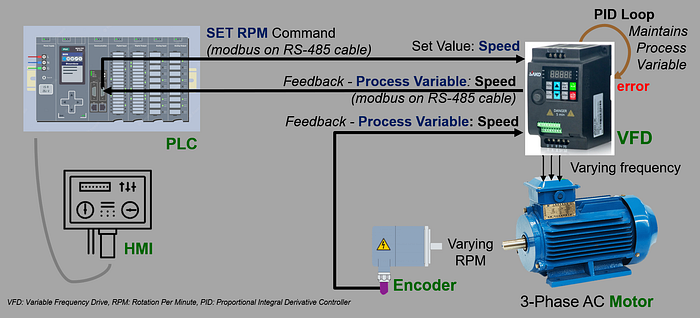
On top of the physical interface, there are communication protocols. The speed can range from 1.2kbps for Highway Addressable Remote Transducer (HART), 9.6kbps (Modbus, RS-485) to 1Mbps Controller Area Network (CAN), 12Mbps (Profibus, RS-485), and 1Gbps (Profinet with Ethernet).
Communication speed can range from as low as 1.2kbps (Highway Addressable Remote Transducer, HART) or 9.6kbps (Modbus with RS-485) to 1Mbps (Controller Area Network, CAN),12Mbps (Profibus with RS-485), and 1Gbps (Profinet with Ethernet).
Fieldbus protocol usually covers a group of protocols so different PLCs and field devices that support the protocol can communicate. Fieldbus (IEC 61158) covers protocols such as ControlNet (Allen Bradley), Modbus (Schneider), Profibus (commonly used by Siemens), EtherCAT (Beckhoff), and HART.
Additionally, signaling can be digital or analog with different voltage (commonly used: 24V) and current (commonly used: 4–20mA) specifications.
A PLC acts as an automation controller. PLC established communication and controls for various field devices to enable different ways of data exchange.
Integrating Multiple PLCs
The challenge in the production line is to have multiple machines integrated to produce outputs. Therefore, data from numerous PLCs (e.g., ABB, Mitsubishi, Omron, Rockwell Automation, or Siemens) must be exchanged and coordinated to achieve the intended goals.
One PLC says Siemens controls and monitors a few field devices with various sensors and actuators. Another PLC from Rockwell Automation (Allen-Bradley) controls and monitors a few different machines equipped with sensors and actuators. Additionally, the 3rd PLC from ABB controls and monitors other field devices with its sensors and actuators.
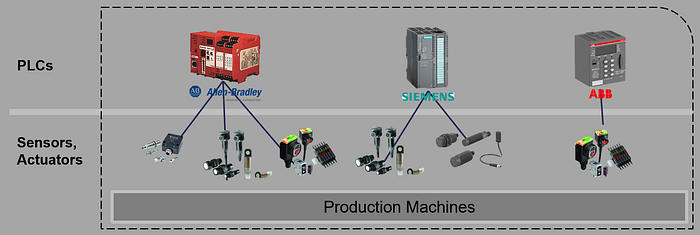
The challenge is that each PLC from a different provider has a different way "protocol" for exchanging data with other systems.
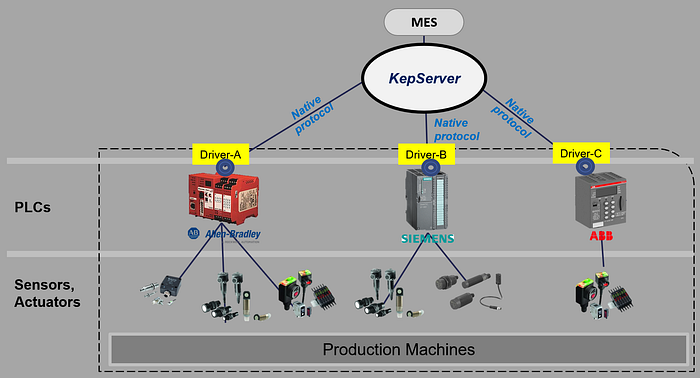
A common approach is to have software to integrate some or all PLCs within a production line. The software acts like a middleware, communicating with every PLC with its proprietary supported protocols through the provided drivers and integrating required data to coordinate the process in a production line.
Before 2000, KepServer software was used by factories to integrate multiple PLCs. KepServer provides a “glue” by integrating each different PLC with its specific native protocol through each driver.
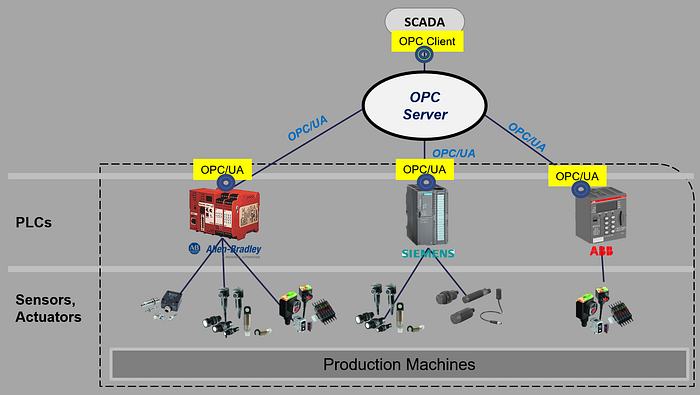
OPC/UA as the "Middleware"
A consortium of control engineers, the OPC Foundation, introduced OLE for Process Control (OPC) in 1996. OLE is Object Linking & Embedding, an approach developed by Microsoft in the 1990s to enable applications to talk to one another.
The consortium defines how to extract data from multi-brand PLCs and send it to the OPC server in a standard format. The OPC server can relay the data to the external systems, e.g., SCADA, through OPC/Universal Architecture (OPC/UA) protocol.
To get the data, the OPC server continuously polls the PLCs in real-time. OPC is a polling-based Client/Server system.
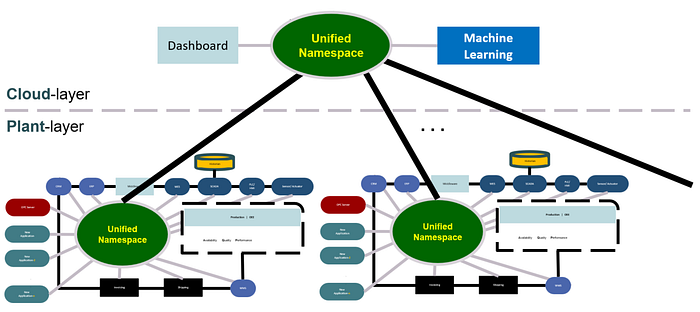
IT/OT Convergence — Hub and Spoke Messaging in Industry 4.0
Data is the foundation for smooth migration from Industry 3.0 to Industry 4.0. Unified, centralized data would be the first strategic milestone enabling Industry 4.0.
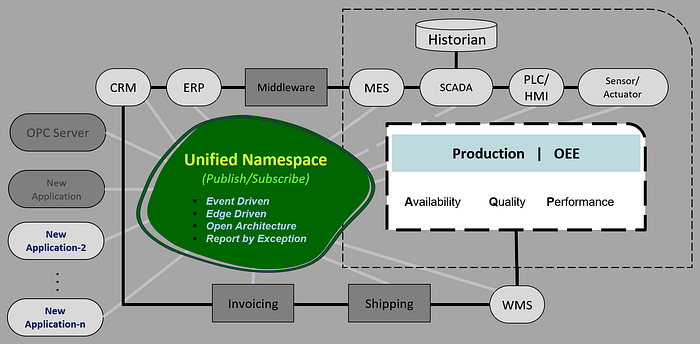
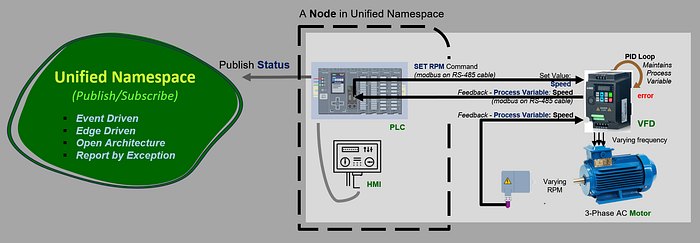
Unified Namespace (UNS)
The key to enabling Industry 4.0 is to have a unified namespace UNS. Any applications (e.g., ERP, MES, SCADA, PLC, smart Sensor, intelligent Actuator) can publish a topic (a message queue consisting of a data structure for that application) to UNS. Any application can also subscribe to a specific published topic to retrieve the required data.
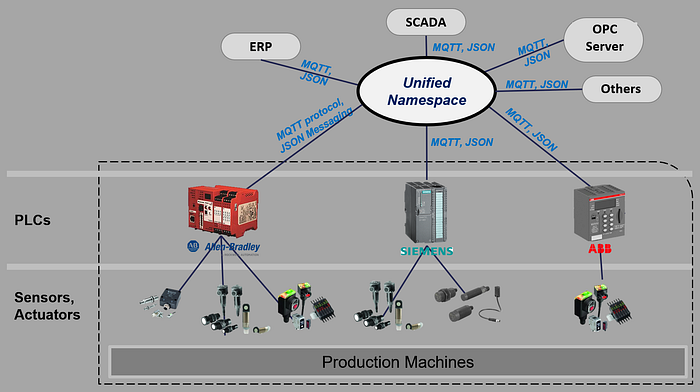
A Unified Namespace (UNS) is a platform where all the applications' data resides. It's the single source of truth for all data from multiple applications.
MQTT
The publish-subscribe mechanism in Industry 4.0 is based on Message Queue Telemetry Transport (MQTT). It is an open protocol, lightweight, and event-driven. If you are googling for "MQTT broker" or "MQTT client," there are a lot of open source implementations, in contrast with OPC/UA.
MQTT was introduced in 1999 by Andy Stanford-Clark (IBM) and Arlen Nipper (Arcom). Industries started to implement MQTT in 2014.
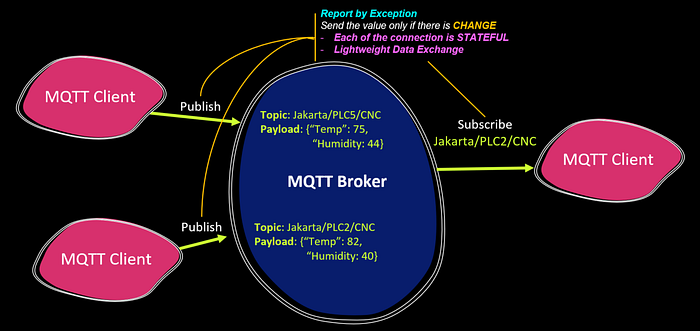
Data sources such as PLC can publish a topic in MQTT Broker. Any application that uses the data can subscribe to a defined topic. Message exchange happens asynchronously, so the data source can publish and forget after sending the data (without waiting to confirm whether the data has been published, as the protocol ensures that it will be published eventually). MQTT is an event-driven system, not a polling-based system.
Publishing a message to the MQTT broker typically involves topic and payload. The following shows an example.
- Topic: Jakarta/PLC5/CNC
- Payload: {“Temp”: 75, “Humidity”: 44}
Sparkplug B
Sparkplug B (SPb, based on MQTT) is the MQTT for Industrial IoT (Industry 4.0) — the MQTT for IIoT (Industrial Internet of Things). Both MQTT and Sparkplug B are open source.
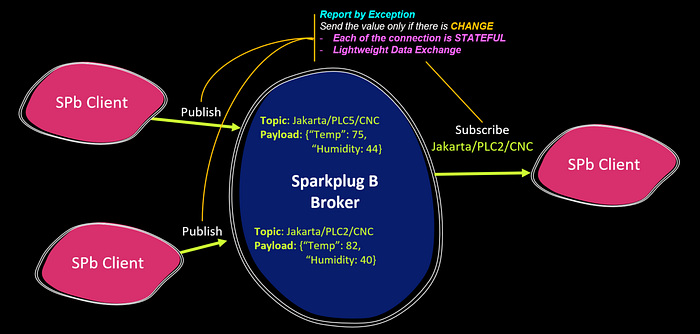
In migrating from Industry 3.0 to Industry 4.0, an existing OPC/UA server installation can publish a topic in the MQTT broker to send the data acquired from connected PLCs, for instance.
Softwares for UNS can be like any MQTT broker (e.g., HiveMQ) or an open-source Node-RED (low-code programming for event-driven applications).
Some commercially available software are HighByte, Factory Studio, and Ignition.
In the IT world, a unified namespace is like a data lake, where all data from multiple applications resides in a central location. Having a data lake is the first step to doing any raw analytics. Having UNS in Industry 4.0 initiative is the first important stepping stone to enabling Industry 4.0.
If a new application wants to use the data in the UNS, the application can subscribe to a specific topic where the data resides.
The role of the Cloud and Machine Learning
When the business is Industry 4.0 ready, the ultimate goal is to have a closed loop of all the processes. The state of the business is available at any time in near real-time. A dashboard provides a single pane of view at any level of manufacturing operation: machines, lines, area, plants, and enterprise. The generated data stored in the unified namespace are processed by machine learning on the Cloud to make predictions and recommendations to improve the business continuously.
Without the Cloud, e.g., installed on-premise on the factory floor, the machine learning infrastructure (hardware, software, services, and operation) requires a lot of investment and expertise.
In Industry 4.0, the role of operators is automated by machine learning.
Machine learning predicts future outcomes based on historical data. To do this, initially, machine learning is trained on historical data to create a machine learning model based on certain chosen algorithms (e.g., to process time-series data). Training takes time to execute (hours to days depending on data volume and number of training iterations) and is done using the scalable Cloud infrastructure. The machine learning model is then deployed on the Cloud as a runtime model, ready to accept new data to make predictions.
The machine learning application on the Cloud continuously learns based on the data stream sent by ERP, MES, and PLCs, for example, to adjust relevant production machine parameters regularly, optimizing for the best OEE.
Strategizing the Digital Transformation Journey
A podcast in mid-July 2022 (4.0 Solutions, 2022) initially stated that 80% of USA manufacturing companies had started the transformation journey into Industry 4.0. However, a different fact-based argument (based on ten pillars or measurements from about 1,380 companies) revealed that the number was not even 20%.
The ten pillars above cover Operation, Information Technology, Engineering, Quality, Leadership, Infrastructure, Platform, Network, Connectivity, and Strategy. Each with its quantifiable measurements.
It means that 80% of USA manufacturing companies have not started the transformation journey into Industry 4.0. How about other countries, then?
When there is a digital strategy for Industry 4.0, and the execution of the strategy has been started, we can say that the journey towards Industry 4.0 has begun.
It is not valid, though, if only, say, a prototype of a smart sensor has been installed and tested in one part of the production line. It's just testing something without the purpose, without the strategy "the map" describing what will be achieved in certain milestones in the future.
Implementing Industry 4.0 — The Execution Strategy
A bold statement from (4.0 Solutions, 2022) stated that the first step in the digital transformation journey towards Industry 4.0 is "admitting that we have a problem."
- Digital transformation is a journey — not a project.
- Digital transformation in manufacturing is about transforming the business operation by leveraging data that the manufacturing operations generate daily.
- Top management must appoint a digital transformation leader to lead the journey. Someone with a real experience on the factory floor on the technology side (meaning, somebody from the OT side, not the IT side). E.g., one that has experience in PLC and HMI programming — including SCADA and MES integration, as well as exposure to other technical aspects on the factory floors such as ERP, WMS, and OPC/UA.
- A digital transformation leader executes the project in iterations with agility in mind. Continuously adapt and be flexible, not just following planned project milestones. The typical iteration would be to select to transform one full factory location at a time.
- To start a pilot within one factory, a digital transformation leader can select one production line with one machine to be digitally transformed. E.g., build the unified namespace for that only one production line with one machine.
- Use an event-driven, lightweight, and open architecture MQTT-based Unified Namespace at each plant (enable Industry 4.0 at the plant layer).
- Make no assumptions on how data will be consumed. For example, the machine learning algorithms on the Cloud may need all the detailed data down to PLCs, sensors, and actuators to effectively predict the next possible downtime with high confidence due to potential failures in one or several instruments based on some identified patterns.
Within two or three years, at least one plant is expected to be digitally transformed and ready to go to the next steps (Walker Reynolds, 2021). E.g., start expanding the digital transformation to other factory locations.
- In parallel, as production data are starting to be available plant-wide, we can send the required data to the Cloud for a machine learning engine to do predictive maintenance.
- Or start to establish a company-wide unified namespace at the headquarter.
Looking Forward
The (R)evolution, the transformation from Industry 3.0 to Industry 4.0, is happening now. IT and OT teams need to work together, internally or externally.
As in many technological revolutions, people often become the main bottleneck for change as the new technology may affect their jobs and comfort zone. Top Management will play a key role in managing the transformation.
The transition may not be straightforward at once, as in one multi-years turn-key project. The iteration approach could be the best to follow. Transforming one area of focus at a time, moving on to the next iteration as business values emerge as previous iteration(s) starts to produce tangible benefits.
References
- 4.0 Solutions, 2022, "No, 80% of Manufacturers have not Started Their Digital Transformation Journey."
- Andi Sama, 2022, “CES 2022 — Mencermati Berbagai Perkembangan dan Inovasi Teknologi.”
- Andi Sama, Cahyati S. Sangaji, Nurholis Seha, and Andrew Widjaja, 2021, "AutoAI — Automating the AI Workflow to Build & Deploy Machine Learning model."
- Andi Sama, Davin Ardian, 2022, "Trust without Trust — Blockchain, The Fundamental Building Block of Metaverse & Industry 5.0.
- Infographics Presentation Template, 2021, Slidesgo and Freepik.
- Open Source PLC Software, 2022, "The first open-source, muti-hardware Programmable Logic Controller Suite."
- RealPars, 2022, "Online Learning Platform for Automation Engineers."
- Tech Learning, 2019, "Communication Protocols for Industrial Automation."
- Walker Reynolds, 2021, "State of Industry 4.0 Keynote Address 2021," 4.0 Solutions.
